buttons


Jagdkarabiner Parabellum
|




|
Abnehmen des Vorderschaftes. Zunächst den Schieber mit dem Fingernagel soweit tunlich von links nach rechts eindrücken, dann rechts bis zum Anschlag herausziehen, worauf der Vorderschaft von seiner Verbindungsschiene am Griffstück nach abwärts entfernt wird. Alles weitere Zerlegen geschieht nach Vorschrift der Beschreibung der Pistole Parabellum von Seite 27 an. b) Zusammensetzen
Geschieht in umgekehrter Folge des Zerlegens, von Seite 29 der Beschreibung an; ferner das Anbringen des Vorderschaftes durch passendes Andrücken von unten, sodann feststellen durch Eindrücken des Schiebers von rechts nach links. |
English
|
Dismantling of the Fore-end. To take off the front forearm one must press in the slide with a fingernail from left to right as much as necessary, while then holding in the firing position, after this the front forearm is removed from its connecting rail. The further dismantling is carried out according to the description of the Parabellum pistol starting on page 27. b) Assembling
Follow in reverse order the stripping of page 29 of the instructions; in addition, the attachment of the fore-end through appropriate pressing in from underneath, so that it can be fixed by pushing through the slider from right-to-left. |
Another testament of German attention to detail is an interesting change or modification to the production forestock with the addition of an elongated slot or channel in the wood where it cradles the frame/trigger guard underside. The slot accommodates the frame take-down lever locking bolt retention spring round termination protrusion, immediately below
the take-down lever locking bolt forward axle on the bottom of the frame. This elongated slot was added to allow front-to-rear tolerance for proper seating, i.e. minimize any interference and allow proper seating of the forestock to the frame/trigger guard underside as a result of less than a perfectly aligned reattachment of the forestock. This elongated channel is missing in the Carbine 58 preproduction prototype forestock where there exists a forced seating indent impressed by the take-down lever tension spring frame underside protrusion. In addition to all production carbine Luger forestocks, this channel is present in the transitional carbine forestocks of 9102C, 9103C, 77. The presence of these elongated slots or channels further suggests these transitional carbines came after the two-digit preproduction prototype carbines.
The slot accommodates the frame take-down lever locking bolt retention spring round termination protrusion, immediately below
the take-down lever locking bolt forward axle on the bottom of the frame. This elongated slot was added to allow front-to-rear tolerance for proper seating, i.e. minimize any interference and allow proper seating of the forestock to the frame/trigger guard underside as a result of less than a perfectly aligned reattachment of the forestock. This elongated channel is missing in the Carbine 58 preproduction prototype forestock where there exists a forced seating indent impressed by the take-down lever tension spring frame underside protrusion. In addition to all production carbine Luger forestocks, this channel is present in the transitional carbine forestocks of 9102C, 9103C, 77. The presence of these elongated slots or channels further suggests these transitional carbines came after the two-digit preproduction prototype carbines.
The Luger Carbine Forestock Underside Cavity
For the sake of simplicity, ignoring the serial number sequence, which in this case is no indicator, the design evolution of the production forestock, specifically the interior cavity consists of three stages, identified by surviving examples, including the first preproduction prototype hunting carbines with the 11¾-inch, slim tapered barrel and unique forestock sliding retaining wedge configuration.
The first pictured Carbine 58 with rear link mounted, 5-position 1-3-5 adjustable tangent leaf sight, forestock example represents one of the first preproduction prototype example extant carbine forestocks made by DWM. While the forward section of the underside cavity has a curious, purpose unknown rectangular cut-out, there is no plunger assist device. The underside cavity walls conform to the first carbine slim tapered barrel, similar to the 4¾-inch, old model style 1900 slim tapered barrel with production type sight band/block/blade configuration, except being 11¾-inches long.
The second pictured carbine 77 forestock example features the addition of the plunger recoil assist device with the interior cavity walls contoured to fit the interim production thick wall carbine barrel, without the 4-position, 100-300M rear barrel mounted adjustable sight, but with the final ramped front sight block and blade. This hybrid configuration is used with the rear link mounted, 5-position 1-3-5 adjustable tangent leaf sight.
The third pictured is carbine 9103.C. with the first production type, thicker wall barrel, but with simple front sight block and blade without a sight band. Since the 9103.C. carbine with the production type thicker barrel, except for the absence of a rear mounted, 4-position 100-300M sight is identical to the final production barrel, the 9103.C. forestock underside cavity, is also identical to the first pictured carbine 77 example.
The fourth pictured carbine 9102.C. example also features the added plunger recoil assist device with interior cavity contour conforming to the final design carbine thick wall tapered barrel with the ramped front sight block and blade and with the final production, 4-position, 100-300M adjustable rear barrel mounted sight. Since the 4-position sight integral block is sleeved to the barrel, it has a slightly larger tapered diameter, therefore, the forestock interior cavity had to be slightly widened at the barrel/receiver interface to accommodate the wider tapered diameter rear sight, barrel sleeved configuration.
The fifth pictured is a 2-sided view of a circa 1902 production Luger hunting carbine with the final production forestock underside cavity configuration.
The Forestock Tang
Another change for production was to the rectangular opening slot in the frame extension tang, which was enlarged from the preproduction Carbine 58
tang slot of 10.2mm in length x 2.3mm in height to 14mm in length x 2.7mm in height. The actual new horizontal opening tang length is 11.5mm as the wider dimension of 14mm is measured at the edge opening because of the chamfering of each end of the opening on both sides. This was done to act as a guide, probably in conjunction with the above stated modification, if the wedge and forestock were not perfectly aligned with the tang slot while inserting the wedge. Pictured are the preproduction prototype tang vs. the production tang.
Another subtle, but interesting difference between the preproduction prototype and production tang, is the location of the jig or anchor screw that goes through the tang and the front of the frame. In the preproduction tang the screw entrance is located just forward of the take-down lever locking bolt spring, screwed in at a rearward angle, terminating in the front area of the frame take-down lever locking bolt spindle circular wall. This is the shortest section of the frame, being only 4 mm thick, allowing little support. The location of the tang, slightly longer screw in the production carbine frame entrance location was moved lower and to the rear of the take-down lever locking bolt spring with the screw terminating in the rear frame lug well, rear and lower of the take-down lever locking bolt circular wall, thereby slightly increasing the depth of the screw and subsequent increased anchor strength. Pictured is the exit or termination of the tang securing screw in the preproduction frame forward lug well take down lever spindle wall as compared to
the typical production tang/frame screw exit location shown in a left side profile cross section X-ray.
The Barrel
The standard M1900 production Lugers with the 4¾-inch 30 Cal, slim tapered barrels used an old model dual Riband recoil spring, while the 7-inch Chilean 2-4-6, six-position rear sight required the addition of a stronger Riband mainspring leaf and, one would think, most certainly that the preproduction prototype 1-3-5, five-position graduated rear link sight carbine with 11¾-inch barrel would also require a stronger recoil spring, however, it uses a standard thickness M1900 dual leaf Riband recoil spring.
The standard production M1900 4¾-inch barrel/receiver weighs 9.3 ounces or 264 grams, the 7-inch Chilean barrel/receiver weighs 10.6 ounces or 300 grams and is 14% heavier than the standard 4¾-inch barrel receiver. The 11¾-inch slim tapered barrel/receiver of the subject preproduction prototype Carbine 58
weighs 15 ounces or 424 grams and is 61% heavier than the standard 4¾-inch barrel receiver. The final production 11¾-inch barrel/receiver weighs a whopping 20.1 ounces or 570 grams and is 116% heavier than the standard 4¾-inch barrel/receiver. Coincidently, the Carbine 58 barrel/receiver weight is 91% heavier than the 7-inch Chilean 2-4-6 carbine barrel/receiver, which to compensate for the longer, heavier Chilean barrel DWM installed a stronger Riband recoil spring leaf in conjunction with a heaver load cartridge. Pictured are the various length old model 30 Cal slim tapered barrels/receivers with weights and dimensions.
It should be noted that in TBLAP Volume I, Chapter 3 Development of the Parabellum Pistol, page 243 states that the weight of the recoiling assembly of the barrel/receiver/bolt and toggle with
multi-position sight of the prototype carbine is 615 g. In this article the barrel/receiver weight of Carbine 58 was, minus the toggle link assembly and rear axle pin, to be exactly 424 g. The Carbine 58, 1-3-5 graduated
toggle link assembly
with rear axle pin weighs exactly 176 g for a total assembly weight of 600 g, 15 g less than stated in TBLAP. It is also interesting that the weight of the GL presentation Chilean type GL Presentation Carbine 10005, 2-4-6 graduated toggle link assembly with rear axle pin weighs exactly 178 g, being 2 g heavier.
One would think, as stated above that the preproduction prototype two-digit serial number hunting carbines, especially the very early, identified by serial number carbines (serial numbers 35 and 58) without the forestock installed plunger assist device certainly required, at a minimum, a stronger Riband main spring and most importantly a hotter cartridge. It is well established that the commercially offered production Luger hunting carbine with its massive barrel required the packaging of special hotter load ammunition sold to the public. It has also been established that special ammunition was required for the Chilean Carbine 2-4-6, six-position rear link integral sight Luger, although no DWM ammunition packaging for the small batch manufacture Chilean carbine Lugers has ever been identified, which is to be expected for a limited prototype series as was the very limited first preproduction prototype 11¾-inch slim tapered barrel carbines.
Sturgess comments in TBLAP, Volume I, Chapter 3 Development of the Parabellum Pistol, page 222, on early recoil springs and carbine ammunition: Shortly after this change the first stocked pistols with 175 mm long barrel and variable range sight, as described below, were developed for Chilean Army trials and, since specifically adapted to fire ammunition with a heavier charge (to be later marketed as the well-known blackened case carbine load, DWM 471A), they, as described in the factory literature, were fitted with yet stronger springs. These were of unequal leaf thickness, the main, front leaf with the hook at its upper end being approximately 1.15 mm thick in the body, tapering to 0.75 mm thick at the top, the rear, subsidiary leaf having a uniform thickness of 0.75 mm. The early (two-digit) prototype and transitional carbines retained the original thin spring leaves. However, the production carbines in the main have the equal, thicker 0.85 mm leaves.
Regarding the above Sturgess statement in TBLAP that the early preproduction prototype and transitional carbines retained the original thin Riband recoil springs is interesting and maybe correct for some of the transitional carbines with the forestock added recoil spring loaded plunger assist device, although not transitional carbine 77 as it definitely utilized a larger, one of two leaf flat mainsprings, which is very interesting as the Carbine 77 forestock incorporates the additional spring plunger assist. However, the use of M1900 production equal thickness flat mainsprings, if true for the only five known preproduction prototype carbines with slim tapered barrels, in chronological order, the first being carbine 35 pictured in a 2002 Gun Report article and Carbine 58, first pictured in 1959 Luger Variations and the third being carbine 9103C pictured in 1971 German Pistols and Revolvers 1871-1945 and the fourth in 2010-2011 TBLAP Fig. 3-142, with the fourth example unidentified and without any other information, also purportedly, without the forestock assist recoil plunger, all four would perform poorly, even with a heavier charge cartridge. If they indeed all had original, equal thickness thin recoil springs, additionally suggests that the early preproduction two-digit serial numbered preproduction prototype carbines, including carbines 35 and 58 may have been manufactured before the 10000 serial number series Chilean Carbine second issue thumb safety prototypes. The possibility that the preproduction prototype hunting carbines preceded the 10000 serial number Chilean series is reinforced by the use of a first issue thumb safety with the TBLAP Fig. 3-142 unidentified preproduction prototype Luger carbine rig and Carbine 35.
Additionally, regarding the use of the standard dual Riband recoil spring used in the preproduction prototype carbine, a reasonable conclusion is that the carbine, as stated earlier, was introduced before the Chilean trials carbines created for the Chilean military. The designer(s) of the Luger hunting carbine, very soon came to the conclusion that due to the extended length and added weight of the carbine barrel, that in order to solve the problem of weak return to battery after full recoil, it was necessary to add a forestock spring loaded plunger assist, while curiously keeping the M1900 standard dual Riband recoil springs.
It is not completely certain if a hotter load cartridge was used with the first hunting carbines, with or without the added forestock spring loaded plunger assist. It is also probable that the frame used on the first preproduction prototype carbines, specifically with the 11¾-inch long slim tapered barrels, used a standard M1900 frame with the push-button stock-lug machined into the lower rear gripstrap, leaving a knife edge, while the later Chilean frames with the push-button type stock-lugs utilized a completely new forging, also with a knife edge.
Interestingly, the Chilean military carbines with their 7-inch (175mm) slim tapered barrels, almost 5-inches shorter and lighter than the preproduction prototype carbine, still necessitated the use of a heaver mainspring, along with a hotter cartridge. Since the Chilean trials carbines lacked a forestock to add a spring loaded plunger assist, the problem of a weak return to battery was solved by adding the stronger recoil leaf spring. For more information on the Chilean prototypes click here.
The subject circa 1901 preproduction prototype Luger Carbine 58 was developed and manufactured as a hunting carbine for eventual commercial sale. This preceded the later introduction of the production carbine and one would assume that it also required special ammunition that was not yet available to the public. Therefore, this dismisses any possibility that Carbine 58 was originally assembled and deliberately not proofed by DWM for commercial sales or a special order per customer request, and as such should be classified as an in-house experimental preproduction prototype carbine. This is not to say that Carbine 58 was not eventually excessed by DWM, being sold commercially, possibly after the introduction of the production carbine when the higher load carbine ammunition was generally available.
A perfect example of one such in-house preproduction prototype Luger hunting carbine is the one owned by President Theodore Roosevelt, a cased presentation carbine, acquired by Theodore Roosevelt[5] after becoming President in September 1901. A surviving two-page letter dated July 2, 1902 from Frank H. Phipps, Lieut. Colonel, Ordnance Dept. directed to the Chief of Ordnance (Crozier) describing the status of the Presidents carbine recently sent to the Springfield Armory to be examined and tested for changes to be made in the sight. It was determined after the Springfield Armory test firing the carbine with the 30 Cal Luger (M1900 Test Eagle) ammunition on hand - did not produce enough recoil to make the carbine work automatically. The army, after much effort and delay, managed to get 50 rounds of carbine ammunition from Tauscher and resumed the test firing to correct the sighting issues, however, before the sighting issues were resolved the 50 rounds of carbine ammunition were soon expended.
The army then approached the Union Metallic Cartridge Company, asking if it made any. Frank H. Phipps then states in the letter: If it does not, I do not know of any place in this country where they can be bought. Additionally, stating that although the cartridges for this carbine are of about the same length, the cartridges for this carbine has a powder charge weighing 1.45 grains more than that of the regular pistol cartridges, and the cartridge shell is crimped more into the bullet.
Production carbine round | Standard 1900 round |
|
 |  |
The conclusions here is that President Roosevelt acquired in late 1901 a preproduction prototype cased Luger hunting carbine with a limited amount of unidentified preproduction carbine ammunition. This ammunition was expended by early 1902, and the DWM carbine domestic packaged ammunition, only recently introduced in Germany, concurrently with the production Luger hunting carbine was not yet available in the United States. However, as of July 1902 the production carbine, nor the special ammunition was still not yet readily available in the United States. Since Tauscher did provide the army with 50 rounds of unidentified packaging carbine ammunition, it is quite probable that he was somehow involved with the Theodore Roosevelt cased preproduction prototype carbine original transaction. In a later July 23, 1902 dated letter from Crozier to the President states: returning to you your Luger automatic pistol-carbine, I have the honor to inform you that I have this day sent you by express a leather holster belonging to the arm. This holster has never been identified.
Even though the President Theodore Roosevelt carbine has long since disappeared, last seen in a circa 1913 photograph with his son Kermit while in S. America, there is the possibility that the serial number may yet be identified as the original case survives in the Sagamore Hill Museum Collection.[6] One item in the case is the original wooden stock with push-button attaching iron, possibly with a two-digit serial number, of which, 58 comes to mind, the only surviving extant example, identical to the Roosevelt carbine as originally configured, conveniently being located in the United States with a provenance dating back to the 1950s, a time of little import activity of Lugers.
The above theory was put together before it was known from a subsequent conversation with Charles Kenyon, Jr. that he had visited the Sagamore Hill Museum and personally viewed the President Roosevelt Luger hunting carbine presentation case and wooden stock with push-button attaching iron and noted no serial number. Combined with the fact that the Teddy Roosevelt Luger carbine, if ever located will have a modified front and rear sight, done at the Springfield Armory in 1902.
It is amazing that President Theodore Roosevelt, how he learned of and managed to aquire a preproduction prototype Luger carbine, only one of a handful made with the slim tapered barrel, barely weeks or months after it was made. The fact that it was cased, suggest it was a (presentation) gift, is a testament to the business acumen of DWM. The association of Tauscher with the U.S. Army, and General Crozier, Chief of Ordnance and of Crozier to T. Roosevelt[7], identified by documented correspondence between Roosevelts Springfield Armory proxy Frank H. Phipps, and Brigadier General Crozier, is an insight as to how Roosevelt acquired his preproduction prototype Luger hunting carbine.
Kenyon in his June 2002 Gun Report article titled Sorting out the Luger Carbines-Part II further elaborates on the above comments: Your editor is inclined to believe that the unique and limited group of two-digit serial carbines were probably assembled in the D.W.M. R&D model or design prototype shop around late 1901 or very early 1902. This would be about concurrent with the 10000 commercial serial series Lugers. These carbines may have been a first run or, if you will, a prototype design for a proposed introduction of a (hunting) carbine configuration Luger. Your editor also is inclined to believe that these few examples (up to 100 with minor variations in configuration) were probably retained in archives or finished goods for some lengthy time and subsequently sold off during a general clearing out of old stock, perhaps as late as 1920.
A classic example of Kenyons theory regarding the 1920 time frame excessing of these carbines with 1-3-5, five-position graduated rear sights and push-button stock lugs is a Chilean type carbine Luger with a graduated 2-4-6 rear sight and combination push-button/turn lever stock lug is GL Chilean type presentation Luger, serial number 10005 with a receiver and barrel stamped with 1920s type vertical crown N nitro proofs. Again, using Kenyon's supposition of these early carbines as in-house prototypes, especially the very first with the slim tapered barrels makes sense. The President T. Roosevelt cased carbine is the only exception being presented to President Roosevelt in late 1901, early 1902, coincidently in the same time frame as the US Army receipt of 1000 Test Eagle Lugers, was meant to influence the outcome.
The fact that the President Roosevelt carbine didnt shoot well, requiring extensive modifications to the front and rear sights is testimony to the fact that these very first carbines were made exclusively for DWM in-house testing only, not yet ready for sale to the general public, it is therefore, despite the intention of the DWM gift TR cased presentation carbine, it is doubtful it had a positive effect of the U.S. Army Luger trials. There were other preproduction cased transitional presentation carbines, serial 77 as an example, however, except for the graduated 1-3-5,
five-position rear link sight and new preproduction frame forging push-button stock lug, the balance of the gun is of production configuration.
Since Carbine 58 lacks a Germany export stamp, whereas the only other graduated rear link sight Chilean type prototype carbine GL presentation Luger 10005, mentioned above, exported to this country, did not escape the otherwise mandatory Germany export stamp, indicates Carbine 58 may have entered the country much earlier, along with the President Roosevelt cased presentation carbine, under the same conditions of the U.S. Army Test Eagle Lugers, which also lack Germany export stamps.
The Preproduction Prototype Carbine 1-3-5, five-position graduated tangent leaf rear link sight
TBLAP page 250 The development and rapid obsolescence of the delicate multi-range sight mounted on the rear toggle after a handful of carbines and pistols indicates that this feature was soon found wanting in testing or in service, possibly due to jarring on recoil, possibly due to general fragility, since many sections in the moving leaf are less than 1 mm thick and the component is tempered spring-hard, making it prone to cracking. There is also the practical consideration that, when extended to maximum range (600 m), the leaf of the sight comes unnervingly close to the web of the hand when the toggle recoils to its fully open position, especially when the stock is fitted to either carbine or pistol. It is hardly likely that having tried this design on the carbine and found it unsatisfactory, it would then be used on the pistol, or vice versa, without any substantive redesign or reinforcement. Since this is the case, the only difference being the number of range stops and the graduations, it must be concluded that these two versions of the sight were produced near simultaneously, with their weapons.
In TBLAP, page 250 cited above, Sturgess accurately describes the reasons for the rapid abandonment of the graduated rear sights of both the Luger hunting carbine and the small batch of Chilean military carbine pistols with the statement that: it must be concluded that these two versions of the sight were produced near simultaneously, with their weapons.
Even though both versions function or operate identically does not mean they are mechanically identical. The key here is the statement
these two versions of the sight were produced near simultaneously, with their weapons. A close examination of the Carbine 58 graduated 1-3-5, five-position tangent leaf rear sight, specifically the underside of the adjustable underside bifurcated elevator leaf tangent slide reveals that it is of a different, more complex construction than the Chilean 2-4-6, six-position rear tangent leaf sight in the same area.
Per subsequent correspondence with Charles Kenyon, Jr., world famous and noted Luger author and collector, who is intimately familiar with Carbine 58 and specifically the graduated 1-3-5, five-position and 2-4-6, six-position Chilean military carbine rear link sights, with Carbine 58 being featured in
© 1969 Lugers At Random and again
in © 1991 Luger: The Multi-National Pistol, the following conclusions were reached with the aid of sketches made by and generously provided by Kenyon.
The differences of configuration of the Chilean 2-4-6 military carbine rear link adjustable sights and all 1-3-5 hunting carbine rear link adjustable sights, including Carbine 58 involve only the retention method of the sliding adjustable elevator or sliding tangent leaf, with the most mechanically complicated being the 1-3-5 hunting carbine. The Carbine 58 sliding, bifurcated
underside tangent elevator leaf has a groove or slot milled in the left integral underside, or lengthwise to the bottom of the leaf. This slot engages a curious horseshoe type link, of which the bottom horizontal shaft acts to retain the rear link underside anchored coupling S link and keeps the leaf retained when assembled, while the upper horizontal shaft is notched in the middle where the upper edge tip extension engages the underside milled recess tangent sight retaining slot, which stops the sliding tangent sight at maximum extension. Click here to see Sketch 1.
The 2-4-6, six-position tangent sight leaf uses a simpler method utilizing a J type link with lower, longer section shaft used to anchor the S shaped coupling link to the rear link underside. The end of the upper, shorter length of the J type link engages a milled out channel in the left underside edge of the sliding tangent leaf sight. The right side underside of the bifurcated sliding tangent leaf is the moving scissor arm portion, of which the spring loaded pivot point is anchored at the rear of the tangent leaf with a vertical pin.
The adjustment activation is accomplished by pressing in on the left and right side serrated rear grasping surfaces, immediately forward of the vertical pivot anchor pin, of the sliding tangent elevator leaf with the thumb and opposing finger, disengaging the forward end of the arm in a counter clockwise direction, away from the graduated elevation slots located in the right side upper edge of the right side channel guide of the lower integral part of the sight, thereby allowing resetting of elevation. The method of adjustment described is identical in operation to both the 1-3-5 and 2-4-6 graduated sliding tangent leaf sights. Click here to see Sketch 2
In the page 2 sketch, Kenyon states: Note: This concept utilizes a much more simple manufacture sight leaf (a minimum of two less, separate machining steps) and J spring link pin (notch eliminated). Since it is a universal process, I believe this design evolved rapidly from the earlier, more complex configuration. The use of the term simple in relation to German engineering is a relative term, as simpler means only slightly less complex.
Sturgess did disassemble the 2-4-6, six-position graduated tangent leaf rear sight of GL presentation Luger 10005 pictured in © 2010 Pistole Parabellum,
Volume I, page 196, figure 204 and © 2010 & 2011 TBLAP, Volume I, page 249, Fig. 3-152, currently of the Land of Borchardt collection and was obviously aware of its internal construction, but since he did not have a preproduction prototype Luger hunting carbine with a 1-3-5, five-position graduated rear tangent leaf sight in his collection, he was not aware of the internal mechanical differences. If he was, surely he would have discussed the differences and their implications, yet without specifics, states that the hunting carbine sports the first pattern tangent (meaning externally viewed 1-3-5 hunting carbine vs. 2-4-6 Chilean carbine graduated sight increments) rear sight in the Fig. 3-145 text caption. Details below.
TBLAP, Volume I, Chapter 3, page 241, Fig. 3-145 pictures several full color, high resolution detailed views of 9103C preproduction Luger carbine of the MoD Pattern Room collection. It is not certain if Sturgess personally took the pictures of, or examined the rear link graduated 1-3-5 tangent leaf underside at full extension. The Fig. 3-145 caption states: Details of transitional presentation carbine sn. 9103C, having the first pattern tangent rear sight, graduated 1-3-5, as the prototype carbines,
However, nowhere in the associated text describing 9103C does Sturgess elaborate as to how he came to the conclusion that the hunting carbine as having the first pattern tangent rear sight which seems to imply that the hunting carbine came before the 10000 series seven-inch (175mm) barrel Chilean 2-4-6 graduated tangent rear leaf sight carbines.
Alternately, Kenyon did disassemble the 1-3-5, five-position graduated tangent leaf rear sight of either Carbine 35, identified as part of his collection in 2002, or preproduction prototype Luger hunting Carbine 58 pictured in ©1991 LTMNP, page 54. The sketches generously provided by Kenyon demonstrates since, at least 1991, that he was keenly aware of the detailed internal mechanical differences of both rear link graduated tangent leaf sight variations, having disassembled both variations, probably the 10010 GL presentation Chilean variation seven inch barrel 2-4-6, six-position rear link graduated tangent leaf sight, also pictured on the same page 54 of ©1991 LTMNP.
Kenyon has examined at least one other (Carbine 35) 1-3-5, five-position graduated tangent leaf sights of two-digit serial number preproduction prototype Luger hunting carbines and at least two 10000 series serial number Chilean 2-4-6, six-position rear link graduated tangent leaf sights it can be stated, therefore, that the internal rear link graduated tangent sight differences of Carbine (35) 58 and 10005 GL presentation Chilean type Luger are not coincidental or aberrations, but are representative or typical of two distinctive rear sight variations, identified or based specifically by the evolutionary internal aspects, not the external differences, which show differences, but not of an evolutionary or progressive nature. With the internal mechanics explained, using the Kenyon sketches and associated text descriptions, the collector simply has to adjust the rear tangent leaf to its maximum extension and observe the underside to identify the variation.
In light of the above information regarding the evolution of the 1-3-5 and 2-4-6 prototype graduated sliding tangent leaf rear sights, it is difficult to reconcile the Sturgess assertions that the Chilean guns were made first, closely followed by the Luger hunting carbines, while simultaneously claiming the hunting carbine has the first pattern tangent rear sight.
TBLAP defined preproduction prototype carbines with push-button stock lug categories:
Group a): The prototype Chilean trial model pistols with graduated 2-4-6, six-position rear link sights.
Group b): The prototype hunting carbines with graduated 1-3-5, five-position rear link sights.
Group c): 175 mm barrel pistols with fixed rear sights.
TBLAP, Chapter 3, page 249 Development of the Parabellum Pistol Possibly DWM also made a decision to speculatively develop the carbines of group b), rather than just to produce the handful of prototype Chilean pistol-carbines: the known survival rate of pistols from group c) is around 12 ex 50, i.e. some 24%. The four or so survivors of group b), with a similar or probably higher survival rate, imply no more than 10 - 12 of these prototype carbines were made despite their spread of serial numbers. This alone would not have justified special frame forgings with an attachment lug, since welded or brazed modifications, like the carbine fore-end support, would have sufficed for a few prototype examples, as it did for the main spring seating modifications of Old Model frames to make the first New Model prototypes.
Note the TBLAP Group b) category curiously, contains mostly the surviving transitional carbines, citing four examples being 77, 9102C, 9103C and the Fig. 3-142 unidentified serial number S. American carbine and does not address or acknowledge three of the five identified in this article, except for the Fig. 3-142 unidentified S. American carbine, which are the first true preproduction prototype, two-digit serial number carbines with the 11¾-inch slim tapered barrels, including carbines 35 and 58, of which Carbine 58 is the only known surviving extant example of five identified carbines in this category. The early preproduction prototype carbines with the slim tapered barrel identified in TBLAP are the
- Fig. 3-142 pictured, albeit unidentified S. American carbine,
- the Georg Luger group photo carbine,
-
the President Theodore Roosevelt cased presentation carbine. Not included in the Group b) four or so survivors category is the,
-
Charles Kenyon, Jr. Collection Carbine 35 and,
-
the Land of Borchardt Collection Carbine 58 leaving only the transitional/presentation push-button carbines 77, 9102C, 9103C and 9110C.
9110C identified as a production configuration presentation carbine, except with a new push-button frame forging combination push-button/turn lever stock lug and matching, numbered stock. Note the rear gripstrap stock lug wooden grips terminate flush to the gripstrap edges (arrowed), typical to other noted push-button hunting carbines and Chilean push-button carbines, indicative to the commonality of the early push-button frame forgings.
1901 transitional hybrid prototype push-button/turn lever Carbine 60
1901 transitional hybrid hunting Carbine 60 with combination push-button/turn lever stock lug has been recently located, together with a circa 1901 no attaching iron serial number push-button hunting carbine stock. Pictured are close-up views of the no serial number Carbine 60 stock push-button attaching iron. Hunting Carbine 60 has an unusual 1-3-5 rear link graduated, tangent leaf sight as it has an extra, unnumbered position and corresponding right side indent, at maximum extension, making it a six-position graduated, tangent leaf rear sight or "1-3-5-". Additionally, the numeric font sight numbers 1-3-5- are a larger 3.5mm in height vs. Carbine 58 numeric 1-3-5 smaller numeric font height of 2.5mm.
The most unusual difference observed of the Carbine 60 1-3-5-, six-position rear link sight is internal, based
on the underside configuration at maximum extension which is identical to the less complex Chilean 2-4-6 rear sight defined earlier. The visual effect of the added sixth-position as compared with preproduction prototype hunting Carbine 58 as viewed from above and in profile is striking, as with Carbine 58 and 60 tangent leafs at maximum extension, the Carbine 60 tangent leaf is noticeably higher and longer than Carbine 58. Additionally, from a machining point of view or observation the six indents, although equally spaced, vary in length with indents 2 and 3 being longer than the indents of 1, 4, 5 and 6, giving the appearance of misalignment, inconsistent with expected DWM tool room machining precision, as compared with the straight-line alignment of the five-indents of Carbine 58 and others, another example being carbine 77. Interestingly, with the addition of a 600m or sixth-position to the rear sight is
that no other changes or adjustments were made to the production barrel configuration front fixed sight or the tangent leaf V notch rear sight.
Per earlier discussions in this article regarding the hunting carbine 1-3-5, five-position and the Chilean trials carbine 2-4-6, six-position rear link tangent leaf adjustable sights as described and explained by C. Kenyon, Jr., it was stated that the graduated tangent leaf rear link sights represented an evolution of assembly, i.e. complex (hunting carbine) to less complex (Chilean carbine). The graduated rear link adjustable tangent slide configuration of hunting Carbine 60, being apparently identical to the internal configuration of the less complex Chilean military carbine conflicts with the C. Kenyon explanation of the evolution of the graduated adjustable rear tangent leaf sights, both internally and being a hunting carbine with a six-position 1-3-5- rear sight vs. the recognized five-position 1-3-5 of which several hunting carbine and Chilean military carbine examples pictured herein.
A brief detail of Carbine 60
Carbine 60 Forestock
The carbine 60 forestock interior cavity, at first glance, appears correct, except a closer inspection reveals that the forestock was originally made for the final production carbine thick wall barrel, where the area needed to be widened to accommodate the larger diameter rear barrel, tapered sleeve mounted, 4-position 100-300M adjustable sight.
Note the two different grain patterns at the interface between the existing forestock and the added pieces. These observations can be seen in close-up, multiple marked-up views of the carbine 60 forestock cavity as compared to an original, unmodified forestock underside cavity of carbine 77 with an identical barrel to carbine 60.
The rear and middle toggle links are not serialized, nor is the rear frame, except for the forestock tang. The receiver stop lug, barrel, trigger, breechblock and frame extension, (pictured) grips and second issue wide grip safety (not pictured) are serial number stamped. As stated, except for the trigger and the frame forestock tang extension, the frame proper is unnumbered, which would be expected being a circa 1902 or later production carbine frame. The barrel, frame, frame tang extension, the wooden forestock and wedge are production. Only the combination push-button/turn lever stock lug and rear sight appear to be of 1901 preproduction prototype carbine configuration. The production style forestock sliding wedge is unusually hand scribed on the underside with the (60) serial number. This is the first noted instance of a serial number marked production carbine forestock wedge, with the exception of transitional/hybrid Carbine 77 forestock wedge, which is stamped, not scribed.
Regarding the push-button stock lug of Carbine 60, dimensions of the front-to-rear Carbine 60 rear gripstrap in profile were taken (48.2mm) and compared against a circa 1902 production carbine frame gripstrap (48.2mm) and a 1901 Chilean carbine frame push-button gripstrap. The 48.2mm front-to-rear gripstrap dimensions indicate that the frame of Carbine 60, despite the second issue thumb safety, is identical to the circa 1902 or later production carbine frame and that the integral stock lug was originally machined to accept a production turn lever attaching iron, and that the right side stock lug channel appears to be post manufacture modified by adding a detent to accept a preproduction push-button attaching iron spring loaded catch, whereas the Chilean military trials carbine frame gripstrap dimension is correct, being of smaller, 44.4mm front to rear length, and should be otherwise dimensionally identical to Carbine 60. Additionally, when the circa 1902 production carbine frame forging stock lug was introduced, the lower rear gripstrap was beefed-up, extending length of the stock lug beyond the standard production wooden grips lower edge rear profile, which is apparent when viewing the Carbine 60 with circa 1902/3 production carbines, P.04 and P.08 turn lever stock lugs/wooden grip border interfaces. Click here to see Carbine 60 push-button stock lug/production carbine stock lug overlay animation.
Details of connecting the push-button wooden stock to the Luger hunting carbine and Chilean military carbine
The hunting carbine and Chilean military trials carbine frame forging push-button stock lug right side channel, at the upper end of the channel, is located a short rectangular shaped, sloped slot to accept the corresponding angled attaching iron push-button catch that, while depressing or pushing the spring loaded attaching iron button, allowing the attaching iron channel to slide up the mating stock lug left and right side channels, stops when the attaching, spring loaded angled catch engages the right side channel upper detent, thereby locking the stock lug and attaching iron in place.
In actuality, it is not necessary to depress the attaching iron push-button to connect to the stop lug, as the intent of the angle or slope of the attaching iron spring loaded catch was forced to depress flush to the right-side channel wall at entrance, continuing to slide up the right-side stock lug channel until the spring loaded attaching iron catch engages the detent. This is evident when examining the wear to the right-side stock lug channel. However, due to the strong spring pressure of the attaching iron push-button catch, it is recommended to completely depress the attaching iron button while connecting to the stock lug, until the catch is fully seated in the right side upper channel detent.
Carbine 60 Push-Button/Turn Lever stock lug machining details
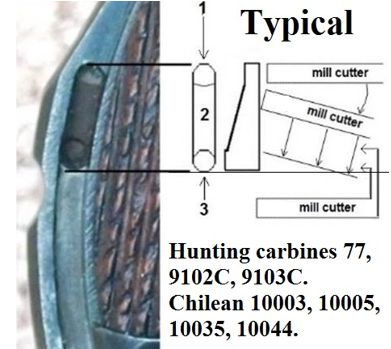
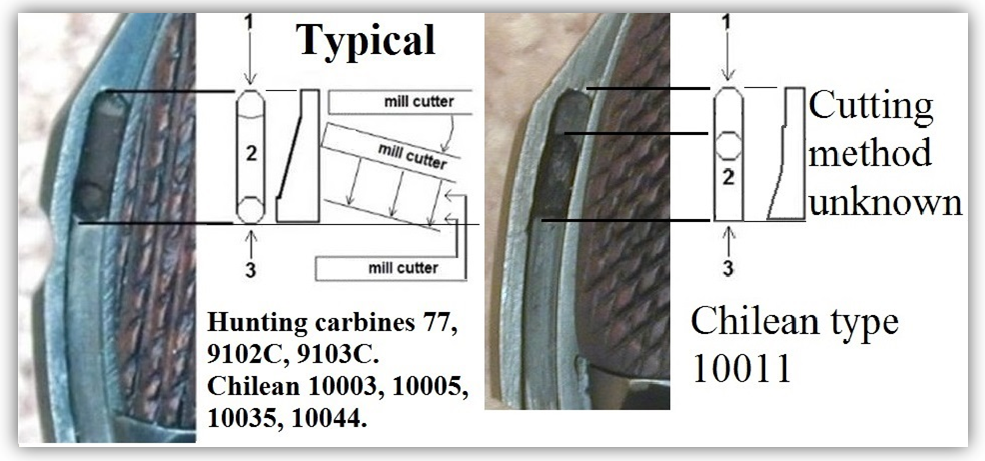
The right side stock lug curved channel rectangular shaped, angled cut detent was machined into the rear frame stock lug upper channel of all preproduction prototype and prototype/transitional Luger hunting carbine frame and Chilean carbine frame forging push-button stock lugs by a mill cutter, resulting in a small, mostly flat surface at each end of the short 9mm detent with an angled, smooth finish in between the two flats at each end of the detent. Shown are 10005, 10035, 10044 Chilean carbine and 9102C, 9103C Luger hunting carbine push-button stock lug right side channel detents that exhibit these features. As previously noted, these first Luger hunting carbines and the one time only Chilean push-button stock lug frame forgings have shorter front-to-rear gripstrap dimensions from the slightly longer, final circa 1902/3 production frame Luger hunting carbine forgings with the final turn lever type stock lugs.
Detent machining method/details of typical push-button stock lugs of hunting carbines and Chilean military carbines vs. hunting Carbine 60 and Chilean military carbine 10029
a) The milling of the slot and push-button detent for typical push-button stock lugs of hunting carbines and Chilean military carbines was performed by the factory as follows. A jig was used to hold the frame in place so that the 2mm flat bottomed mill could be positioned over location 1, the upper end of the groove. The mill was plunged 0.5mm into the stock lug and traversed along the full length of the lug, cutting the groove as the mill progressed along the curvature of the stock lug. The factory then used a jig which rotated the frame to allow the 2mm end mill to follow the curvature of the stock attachment groove and was set with its rotational axis inclined at an angle to the axis of the milling cutter. This cut was made from position 1 to position 3 as shown in the figure. The frame was again set in the first jig with the frame flat and a single finishing cut at position 3 was used to bring the recess to the correct depth and square up the end thus accounting for the smooth, circular mark at the bottom of the detent.
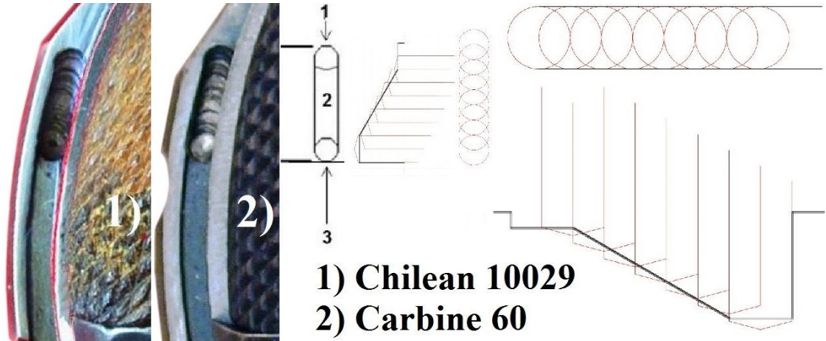
b)The milling of the detent in hunting Carbine 60 and Chilean military carbine 10029 was made without access to such a jig used by the factory. It would have been possible to use a rotary table propped up at one side to simulate the factory jig, but this was not done. The angled cut in the detent was simulated very poorly by making a series of progressively deeper vertical cuts into the original stock lug groove or channel, hence the rough bottom of the recess as shown in the figure. The frame was fixtured against a rail to allow horizontal movement of the frame during the drilling process. Since the spacing of the cuts are not equal at the bottom of the angle cut indicates that the horizontal movement was done without the aid of any encoder feedback, but purely by manual translation in roughly half mm increments.
Presentation transitional prototype hunting carbine 77 frame forging with push-button stock lug has been personally examined and the right side stock lug channel upper push-button detent was also done with a mill cutter in the manner described in paragraph a) above,
being identical, except for the magazine well knife-edge rear wall, to the Chilean examples 10005, 10035 and 10044 and Luger hunting carbines 9102C, 9103C and
9110C.
Additionally, Carbine 60 is pictured with Carbine 77 with close-up inserts of the lower left side grip and integral stock lugs showing Carbine 77 to be of the first frame forging with push-button stock lug while Carbine 60 appears to be the circa 1902/3 production frame forging with turn lever stock lug.
Pictured are a Luger hunting carbine push-button stock lug/attaching iron mating vs. a final circa 1903/4 production navy carbine turn lever stock lug/board-stock attaching iron mating.
Furthermore, based on the production length front-to-rear gripstrap, the Carbine 60 frame appears to be a circa 1902 or later production forging with the final turn lever stock lug. This is not the first example of a production frame forging turn lever stock lug modified to a push-button stock lug as a fake Chilean push-button carbine, serial number 10029 so modified has been (unsuccessfully) offered by a major Luger dealer for several years as an original Chilean military trials push-button stock lug, fixed rear sight carbine. Despite Carbine 60 having the correct second issue thumb safety lever does not necessarily automatically imbue authenticity as fake Chilean trials carbine 10029 also sports a second issue thumb safety installed in a circa 1917 P.08 modified frame.
In the case of 10029, the stock lug detent was added as described above in paragraph b) to a circa 1917 manufactured P.08 frame forging with turn lever stock lug, of which the stock lug of the 1902 carbine, the 1904 navy and the P.08 are essentially identical. The final observation strongly suggests that the Carbine 60 frame is a circa 1902 or later carbine frame forging with an, as manufactured, turn lever stock lug. When the circa 1902 production forging carbine stock lug was introduced, the lower rear gripstrap was beefed-up, extending the stock lug beyond the 1900 production rear wooden gripstrap lower edge profile, which is apparent when viewing the Carbine 60 and production turn lever stock lug/wooden grip border interface. This feature is missing in the several identified first 1901 frame forgings with push-button integral stock lugs of both the circa 1901 Chilean and Luger hunting carbines with the M1900 production wooden grip lower rear profile.
Pictured are the left and right side stock lug guide channels of hunting Carbine 60, Chilean military carbine 10029 and a typical production P.08 turn lever stock lug. Pay particular attention to the basically identical left and right side rear termination profile of the wooden grips of all three examples, which are typical production. Also, note the machining commonality of the right side, post manufacture added stock lug
channel push-button detents of Carbine 60 and Chilean military trials carbine 10029. It is interesting to note that the push-button detent was added to Carbine 60, originally manufactured with an existing turn lever stock lug, while in the case of 10029 the right side channel push-button detent was added to a P08 frame, right side stock lug channel, which ironically, required the filling of the turn lever indent. Several genuine, authenticated circa 1901 transitional push-button stock lugs were later modified to accept a production turn lever attaching iron by adding the scoop-out to the rear of the frame stock lug.
As to whether Carbine 60 is authentic is up to the reader, although in a hypothetical, predictable defense of hunting carbine 60, supporters or proponents of the authenticity of Carbine 60 will state that: due to the transitional nature of these preproduction prototype Luger carbines, differences are to be expected since there are too few examples to examine in detail, one cannot categorically state that any specific differences imply aftermarket manufacture modifications. However, with the chronological out-of-sequence differences observed of the Carbine 60 graduated adjustable tangent rear leaf sight in relation to other known 1-3-5, five-position rear link sights and in combination with the difficulty of rationalizing the established, well-defined configuration of the standard production turn lever/push-button stock lug in relation to Carbine 60, of which original push-button stock lugs of the preproduction prototype hunting and Chilean military carbines have been later DWM factory or tool room modified to accept turn lever attaching irons, they were not done in the manner described of Carbine 60.
In fact, contrary to the above assertions, there are enough first frame forging stock lug/push-button examples of both Luger hunting carbines and Chilean military trials carbines to establish the conclusions reached.
Additionally, in the process of disassembly and reassembly of Carbine 60 for examination and pictures it was noted that the toggle link assembly at the rear link axle pin binds in the receiver and that the receiver severely binds or sticks in the frame at the rear frame cam walls, and with no visible evidence of damage, suggests that some of the parts may not be original to the assembly.
Another argument presented by proponents of the originality of Carbine 60, specifically regarding right side stock lug channel push-button detent machining is that it is original and that 10029 was copied from Carbine 60. This argument would be convincing if it were not for the fact that 10029 is a complete and total fraud, being a bizarrely transformed production P.08 frame.
Since the above detailed examination months earlier and resulting discussion above, Carbine 60 has since been re-examined, revealing that the right side attaching iron channel push-button recess detent has been modified by possibly removing or minimizing some of the circular machining marks, followed by a somewhat sloppy, partial cold blue application, further hiding or softening of the remaining, more pronounced circular machining marks. Note the very pronounced
circular machining marks from top to bottom of the original unmodified detent channel or slot vs. the less distinctive circular machining marks at the lower
section of the modified push-button detent that tend to blur as one moves further up the channel.
Additionally, Carbine 60 sports a push-button wooden stock with an unnumbered attaching iron and wooden stock with yet a third type final production sling swivel loop. See below. Also the binding problem encountered earlier has been resolved as the action now functions more smoothly.

Hunting Carbine 35 Push-Button Wooden Stock
Hunting Carbine 35 wooden stock, currently part of the Land of Borchardt Collection, with push-button attaching iron is basically identical in shape and hatching pattern to other preproduction prototype hunting carbine stocks pictured herein, except the zig-zag border termination is more exaggerated or larger with the straight line conforming zig-zag border being slightly wider than other examples and the finish is more brown than amber in appearance as other examples. Although the push-button serial number 35 is unusually stamped on the attaching iron underside tang, it is not the only such stamped example in this push-button hunting carbine stock series. Another difference or exception is the style of the sling swivel loop, which is slightly different from other pictured early sling swivel loops. In addition, the wooden stock underside hole for the second variation sling swivel loop was not partially countersunk, longitudinally for the flush mount installation of the sling swivel loop post flange as were all other observed examples, preproduction and production. Pictured are multiple views of Carbine 35 preproduction prototype push-button wooden stock.
The authenticity of Carbine 35 preproduction push-button stock is reinforced by the fact of the existence
of preproduction prototype Luger hunting carbine 35 featured in a 2002 Gun Report magazine article written by Charlie Kenyon, Jr., pictured and discussed in
the Gun Report article as part of his collection. Carbine 35 still retains its push-button stock lug, whereas Carbine 58, the subject of this article, has had its stock lug removed. Nevertheless, Luger Hunting Carbine 58 is pictured with Carbine 35 push-button stock. Note the similarity of the finish of the forestock of Carbine 58 and the Carbine 35 push-button stock.
As a matter of note there are three identified variations
of the left side push-button detent;
Unnumbered Push-Button Hunting Carbine Stock currently mated to Carbine 60
This stock is basically identical to LOB Hunting Carbine stock 35, except without a serial number stamped on the push-button attaching iron. The finish is closer in color and hue to other observed hunting carbine stocks. As a matter of note of all observed, matching push-button rigs, the wooden forestock and hunting carbine wooden stock sling swivel loop external styles are identical.
Pictured is the underside of Carbine 35 and Carbine 60 unnumbered Push-Button wooden stocks showing the different sling swivel loop styles with the Carbine 35 sling swivel loop with assembly machine screw set to loop pedestal attachment, similar to the Carbine pistol 58 forestock sling swivel loop, whereas the sling swivel loop of the unnumbered stock of Carbine pistol 60 is the final production style without a machine screw assembly.
Chilean Type Carbine Push-Button Luger Serial Number 10011
The following is a discussion of another heretofore unpublished example of a Chilean type carbine, push-button Luger serial number 10011 with a 1-3-5 multi-position adjustable rear link mount sight. 10011 is doubly unique as the chamber sports a gold inlaid insignia H.T. over 1903. The initials are unknown, however, what comes to mind is Hans Tauscher, the period 1901 1916 DWM representative for the United States, Canada and South America.
A brief detail of Chilean Type Carbine 10011
The frame and seven-inch, 30 Cal slim tapered barrel are stamped with the full serial number 10011. The following components are stamped with the last two-digits 11 of the serial number. The receiver stop lug, the trigger, take-down lever arm underside, the side plate underside, the left side of the breechblock, the middle link underside and the rear link below the rear link V notch, the second issue wide grip safety, and the inside grips. Pictured is the frame and barrel serial number of 10010 and 10011.
The third and final issue Thumb Safety grasping surface is fluted, the first instance of a fluted Thumb Safety noted on a preproduction prototype Chilean type Luger carbine. The 1-3-5 multi-position tangent leaf adjustable rear link sight appears to be correct, however, the 11-stamped serial number is unusual in as much as the application was done in the white and then blued without first finishing the numbers flat, leaving raised or displaced metal.
The 10011 Push-Button Stock Lug
The right side stock lug channel slot for the attaching iron is different from both the normally encountered push-button slot and the aftermarket 10029 fake and Carbine 60. The push-button slot in the right side stock lug channel guide for 10011 was machined into, what appears to be a production frame with the beefed-up stock lug, which coincides chronologically with a chamber date of 1903. The slot recess machining is different from other observed right side channel guide push-button slots, having two flat machining steps rather than the expected single, angled section observed in other push-button examples as shown below.
TBLAP defined Group B push-button stock lugs: Forgings or welded/brazed attachments
TBLAP, pages 249, 250 Since group c) were supplied commercially, at least as a Chilean trial contract, (these pistols are crown/BUG proofed indicating commercial supply, but no examples of the other groups normally are), it must be presumed that the commercial impetus to make a batch of 100 - 200 special frame forgings came with the order for the group a) guns, for a second troop trial, from General Körner of Chile. Possibly DWM also made a decision to speculatively develop the carbines of group b), rather than just to produce the handful of prototype Chilean pistol-carbines: the known survival rate of pistols from group c) is around 12 ex 50, i.e. some 24%. The four or so survivors of group b), with a similar or probably higher survival rate, imply no more than 10 - 12 of these prototype carbines were made despite their spread of serial numbers. This alone would not have justified special frame forgings with an attachment lug, since welded or brazed modifications, like the carbine fore-end support, would have sufficed for a few prototype examples, as it did for the main spring seating modifications of Old Model frames to make the first New Model prototypes.
The statement made by Sturgess in TBLAP that
since welded or brazed modifications, like the carbine fore-end support, would have sufficed for a few prototype examples, is erroneous rational as the cited welded or braized carbine fore-end support method, with an added screw into the tang, then plugging the hole, was continued throughout the production manufacture of the Luger carbine and, secondly, why would DWM be braizing/welding a stock lug to the preproduction prototype Luger hunting carbines, instead of using the new forging Chilean frames that, purportedly, preceded the carbines? As a matter of note the new forging frames with the integral push-button stock lugs used with the Chilean fixed rear sight Lugers, identified by the signature knife-edge rear gripstrap wall termination use the same new forgings used with the Chilean 2-4-6, six-position adjustable rear sights, as they exhibit the identical knife-edge termination as the fixed rear sight Chilean Lugers. Pictured are three views of the knife-edge rear gripstrap of 2-4-6, six-position graduated rear sight Chilean type GL presentation Luger 10005.
All observed 30 cal seven-inch barrel Chilean type push-button detent stock lug carbines, including both the multi-position 2-4-6 adjustable and fixed rear sights examples are fitted with two or dual riband leaf recoil springs, with one of the springs extra thick vs. the standard M1900 old model Lugers with two equal thickness, weaker leaf recoil springs. Chilean type carbine 10011 has the standard, equal thickness leaf weaker recoil springs. It is possible that 10011 has replacement standard dual recoil springs, but doubtful, considering the pistols excellent overall condition.
Another characteristic feature of all Chilean type carbines is that all share a special frame forging with a knife-edge web, rear magazine well entrance termination. This is demonstrated when viewing the magazine well entrance and the push-button stock lug in profile, where in the 10011 and 10035 the knife edge is identified by the single red line of 10035 vs. the two red lines of 10011. The 10011 Chilean type presentation carbine frame appears to be production based on the extended length stock lug, the third and final issue fluted grasping surface thumb safety and the standard equal thickness dual Riband mainsprings. The 10011 chamber gold inlaid H.T./1903 date is shared with two other presentation hunting carbines 9112C H.C.R./1903, and 9116C J.L.M. from H.C.R./1903with the noted exception that both presentation hunting carbines share the special frame forging with a knife-edge web, rear magazine well entrance termination. One unexplained feature of 10011 is the peculiar metal disturbance or anomaly viewed in profile at the right side attaching iron/wooden grip interface (circled) and viewed from the mag well entrance (circled).
Presentation Chilean carbine 10010 with a 2-4-6 adjustable rear sight, only one digit away from 10011, except for the unknown chamber gold crested entwined SP initials, one would expect 10010 to be mechanically identical to 10011, however, 10010 is different in one significant detail, sporting the expected special frame forging with a knife-edge web, rear magazine well entrance termination.
The Carbine 58 Mystery
1900/01 preproduction prototype Luger Carbine 58 was clearly made as a hunting carbine, yet lacks the first frame forging lower rear gripstrap, early push-button type integral stock lug. Assuming Carbine 58
was manufactured with an integral stock lug, the question is when and why it was removed? Two possible reasons for the current absence of a stock lug
are;
- Upon arrival in the USA, probably in the early 1950s, based on Carbine 58 being first pictured in ©1959 Luger Variations, that the Bureau of Alcohol, Tobacco and Firearms (BATF) required the removal of the stock lug per misinterpreted regulations, although comments by Harry Jones in Luger Variations on page 306 are quite specific regarding the prevailing regulations in the 1950s.
An interesting comment in the 1959 Warning statement is that: In order to comply with present regulations, the iron must be missing from the stock or else the Luger must have the stock lug ground off. This is assuming, in the case of a Luger carbine encountered with a ground off stock lug, that there was a mating wooden stock with a functioning attaching iron accompanying the Luger carbine, ergo, requiring either the removal of the stock iron or attaching iron.
Since the warning is, most likely, in reference to the relatively more common production turn-lever configuration, this would be a common occurrence of Luger carbine imports during this time frame, although, since most of the circa 1902 production carbines were imported prior to the 1950s, they escaped the BATF regulations, strongly suggesting that Luger Carbine 58 was imported during the enforcement of the BATF regulations, hence, with the removal of the stock lug that Carbine 58 was, based on the BATF requirements then in force, that Carbine 58 was imported with a mating wooden stock with a Push-Button attaching iron. Alternately, if Carbine 58 was imported without an accompanying stock, per the regulations, would not have required the removal of the stock lug.
Since it has been established that the attaching iron of preproduction prototype/hybrid Push-Button Carbine rigs are all not stamped with a matching serial number, and example being the Teddy Roosevelt carbine wooden stock Push-Button attaching iron and carbine 60 wooden stock unstamped Push-Button attaching iron, it would be hard, if not most difficult to ascertain that the Carbine 58 wooden stock with Push-Button attaching iron, if unstamped hunting carbine stock survived, could be identified as belonging to Carbine 58.
- or the stock lug was somehow, post import damaged beyond repair, necessitating its complete removal.
There is evidence of an early preproduction push-button stock lug that was repaired after the stock lug was apparently surgically removed and then reattached later using rivets. The clean-cut removal and reattachment shown in the picture is not indicative of a damaged stock lug, but the result of a purportedly, mandatory removal per misinterpreted BATF regulations.
Interestingly, the Luger in question is 10010 with a 7-inch (175mm) 30 Cal barrel and a 2-4-6, six-position graduated rear sight with a preproduction push-button stock lug that was later modified to a turn lever. Also, the original first issue narrow grip safety may have been replaced with the later, second issue wide grip safety. The modifications to 10010 are identical to 10005, also with a 7-inch 30 Cal barrel with a changed-out second issue wide grip safety and with a push-button stock lug later converted to a turn lever. Apparently, both 10005 and 10010 were modified in the same time frame.
Doubly interesting is that both 10010 and Carbine 58 were pictured together in the 1991 publication: Luger: The Multi-National Pistol, at the time both belonging to the same collector,
Ralph E. Shattuck and both coincidentally, with removed push-button type stock lugs. Serial number 10010 pictured in Luger: The Multi-National Pistol in 1991 was first pictured and discussed in great detail in an earlier 1966 Guns & Ammo magazine article with 10010 featured on the front cover, interestingly, with an intact push-button stock lug. Click here to read the complete 1966 Guns & Ammo article.
However, the current configuration appearance of the Carbine 58 lower gripstrap exhibits a very noticeable
convex appearance, similar to a standard production frame and most surprisingly, where the knife edge should be is a thicker cross section, again near identical to a 1900 production frame. The implication being is that the Carbine 58 frame was not a new forging, as stated earlier, but a standard 1900 old model frame that was modified by removing materiel on each side of the lower convex grip strap and machining the center section into a push-button type stock lug. This makes sense when designing the first Luger hunting carbine, from an economical and practical approach, that the designer would start with a original 1900 old model frame to demonstrate the concept, then move on to a special frame forging, interestingly, which was done, however, used almost exclusively with the Chilean military carbine prototypes, which also turned out to be short-lived as it was superseded by yet a new frame forging production carbine with its final design rear gripstrap turn-lever stock lug.
An alternate theory to the idea that the first 1900 frame to sport a lower rear gripstrap push-button stock lug was done by removing metal in the lower rear gripstrap of a standard M1900 frame, thereby creating and integral stock lug is not supported by actual measurements. The front to rear measurements of the lower gripstrap of 1901 Carbine 58 and a standard M1900 old model production frame grip strap are identical, being 45mm vs. the 47mm front to rear gripstrap dimensions of a new forging Chilean push-button frame gripstrap. The obvious conclusion resulting from these dimensional comparisons is that it is impossible to convert a standard 45mm front to rear gripstrap length, old model 1900 gripstrap to a 47mm push-button stock lug, as there is simply not enough materiel.
Apparently, the removal of push-button stock lug of Carbine 58 was more brutal and could not be reattached and this is where the mystery continues as the repair of the lower rear gripstrap, is that it was restored to a standard 1900 rear gripstrap, when viewed both straight on and in profile. The only evidence of repair is some discoloring of the blue in the area of repair and a section of white metal where the touch-up reblue didnt take. It should be stated at this time that the preproduction push-button stock lug frames, according to Sturgess in TBLAP were completely new forgings with integral stock lugs with the unique feature of a knife edge termination at the rear gripstrap interior wall entrance and the rear gripstrap interface. With that said, one would expect the removal of the Carbine 58 stock lug and subsequent refinishing would still retain the knife edge, leaving a mostly straight, shallow convex contour to the lower rear gripstrap. An X-ray of the Carbine 58 gripstrap may reveal more of the nature of the modifications.
There is the one-off possibility that, for reasons unknown, Carbine 58 used a standard 1900 frame without a stock lug, yet it is difficult to reconcile the evidence of modifications to the lower rear grip strap area and the rear wall magazine entrance, which exhibits a machining type difference of finish, highlighted by a noticeable lateral line approximately 6mm or 0.236-inches into the straight rear wall entrance.
Regarding the possible removal of the Carbine 58 push-button type stock lug, DWM is known to have deliberately removed stock lugs from Geschiert safety marked 1906 navy frames left over from the first navy contract. These frames were used to make a few of the first, very early, low 25000 serial number range
production commercial new model Lugers with 30 Cal, 4¾-inch slim tapered barrels. These early guns were first described and pictured in Lugers At Random © 1969 on pages 94 and 95. The removal of the stock lug was very professionally done by DWM and can only detected by close examination.
Pictured is one such example in the collection, serial number 25210. Note the differences are in the slightly less pronounced convex contour of the lower rear gripstrap cross-section and the unique feature of a knife edge type termination at the rear gripstrap interior wall and the rear gripstrap interface edge termination, similar to the Chilean carbine prototypes. Also note the conspicuous absence of the scalloped cut-out at the interior rear straight wall magazine well entrance.
One would expect that Carbine 58 should exhibit the same machining characteristics, especially the thin wall termination, instead of the thicker wall and the more pronounced convex contour of the lower external gripstrap cross-section. The differences reinforces the notion that the Carbine 58 push-button stock-lug was not removed by DWM. Also note the curious evidence of alterations in the rear wall magazine entrance, (arrowed and highlighted in red), similar to both Luger Carbine 58 and 1906 new model Luger 25210. Also note the lower rear gripstrap wall entrance web thickness of 25210 with DWM removed stock lug as compared to a standard new model manufactured without an integral stock lug.
Below are the musings espoused by a major Luger dealer and a collector a few years back regarding the absence of a (push-button) stock lug on Carbine 58: According to a Luger dealer and collector, the earliest 1900 carbines utilized a stock that in fact "cupped" the bottom of the carbine grip and was tightened in some other fashion. The dealer recalls having even seen one of these stocks earlier in his career. Thus, if true, the earliest 1900 carbines would have no stock lug, but the later one would. Of course, I do not believe anyone alive knows how many 1900 carbines were made, thus one would not know early serial numbers from later ones.
The same Luger dealer and collector contends that Carbine 58 is not a preproduction hunting carbine prototype and nothing more than a DWM made-up collage of excess parts assembled for the sole purpose to make money by selling to the public with its only claim to notoriety to once belonging to well-known Luger dealer and collector Ralph E. Shattuck of World of Lugers fame. This is a false argument with no merit as Carbine 58 consists of all matching, serialized parts with a very unique long tapered 30 Cal pencil barrel with a doubly unique, serial number 58 stamped 1-3-5 graduated adjustable tangent rear link mounted sight.
Additionally, Carbine 58 is one of the first circa 1900/01 old model carbine-like Lugers to have a frame mounted forestock tang, specifically machined to engage the first one-of-a-kind Luger wooden forestock, ergo Carbine 58 is much more than a parts gun and represents the only surviving extant original Luger preproduction hunting carbine prototype. The attempt to discredit Carbine 58, to disqualify it is only so much claptrap, more in favor of a hidden agenda of self-promotion.
As stated earlier in this article, Carbine 35 was identified and pictured in a 2002 Gun Report article by C. Kenyon with the first frame forging with a push-button stock lug thus eliminates, based on serialization, the possibility that Carbine 58 was made without a stock lug. Further evidence that the push-button stock lug of Carbine 58 was removed was established by actually attempting to install -an extremely rare cup type experimental stock made by the Swiss circa 1912- and that the Carbine 58 frame lower grip would not fit, whereas any 1900 or 1906 no-stock-lug Luger fits nicely. If Carbine 58 was made as a standard 1900 frame it should fit perfectly. Illustrated here is an animated reconstruction of the Carbine 58 push-button stock lug as originally configured.
For more information on the Swiss Experimental cup stock click here.
The very first period picture of a preproduction prototype Luger Hunting Carbine
A rare accessory for the Luger Hunting Carbine are very early American made commercial holsters and exceedingly rare are holsters made for the Luger Carbine detachable wooden stock. Pictured are two such examples, one for the Luger Hunting Carbine and the other for the detachable wooden stock.
The Luger carbine holster ensemble is shown as part of a rig titled: 1900/01 Preproduction Prototype Luger Hunting Carbine rig. The ensemble consists of a sheathed 1902 production Luger Hunting Carbine, two 50 round boxes of period carbine ammunition with the subject rare 1900/01 preproduction prototype Luger Hunting Carbine straddling the aftermarket Luger carbine holster. Resting on the detachable wooden stock holster is a C93 Borchardt cleaning rod, considered apt as it, or similar cleaning rod would be the only one available, as it is not certain the production longer barrel type grease handle brass and steel carbine cleaning rod existed for the first circa 1900/01 experimental carbines.
Pictured together are circa 1901 preproduction prototype Luger Hunting Carbine 58 and preproduction prototype Luger Push-Button Hunting Carbine stock 35, an extremely rare extant Luger ensemble. Note the near identical matching wood colors of the Carbine 58 wooden forestock and the push-button hunting carbine wooden stock 35.
More on the rear magazine well knife-edge web thickness of the pre-production push button and production turn lever stock lugs.
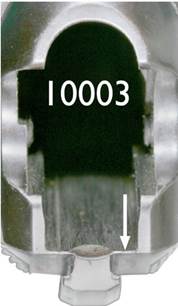










TBLAP, V3, Fig. 3-151 text caption: The first pistols with (push-button) stock lugs (Chilean trials models and production pistols, top row) all exhibit a very narrow knife-edge web at the rear of the magazine well to either side of the stock-lug, due to inadequate depth of metal in the special forgings used for these first pistol carbines. This web is a little wider in the prototype-preproduction carbines (center row), due to slight modification of the machining of the same forgings, but it was not until an enlarged forging provided more metal in this region (bottom row) for production carbines (sn 24468) that the web
width was finally widened to ~ 1 mm, which remained standard, through transitional carbine sn. 77 which has a wider web, despite being adapted only to the push button stock. The same production carbine forging was evidently used for Navy Trials P.04s (sn 51) in 1904. The wider rear magazine well web was standardized for non-stocked pistols from the beginning of production (Swiss Contract pistol sn. 01).
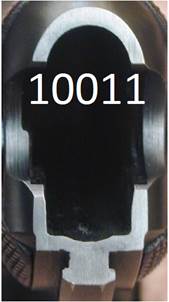
Transitional Luger carbine 60 with turn lever/push button configured stock lug was added to the Fig. 3-151 mix along with 10011 Chilean type Luger with 30 Cal, 7-inch barrel and 1904 transitional navy 79. Hunting carbine 60 seems to conform to the center row hunting carbine 77 with the slightly wider web, except for the carbine 60 stock-lug right side channel guide push-button detent slot machining issue. However, the 10011 Chilean type Luger doesnt exhibit the expected rear magazine well narrow knife edge and is decidedly thicker than the TBLAP, V1, Fig. 3-151 pictured 10003,
10005, and 10044. Interestingly, 1900 Chilean type 10010, only one
digit below 10011 has a rear magazine well, narrow knife edge web.
The TBLAP, V1, Fig. 3-151 caption description statement that: This web is a little wider in the prototype-preproduction (hunting) carbines (center row), due to slight modification of the machining of the same forgings is not completely accurate or representative, due to the fact that Sturgess did not have an example of the earliest preproduction prototype hunting carbine with the 11¾-inch slim tapered barrel and shows only transitional hybrid preproduction prototype hunting carbines 77, 9103C, and 55C.
Hunting carbine 35, the lowest known serial number preproduction prototype was featured in a 2002 Gun Report magazine article by Charlie Kenyon, Jr. pictures a left side view of carbine 35. Although a rear magazine well knife-edge entrance view of carbine 35 is not available, the rear well magazine narrow knife-edge of carbine 35 is clearly evident when compared against 1900 Chilean type Luger 10010. The identity of a preproduction prototype hunting carbine with a rear well magazine narrow knife-edge certainly
mutes or questions the Sturgess theory that the Chilean carbine Lugers, and not the earliest preproduction prototype Luger hunting carbines, were the first to sport a push-button stock lug forging with a magazine well narrow knife-edge.
It is interesting to note that the rear magazine well approximate 1mm edge thickness of transitional navy 51 and most other transitional navy Lugers, two examples being 68 and 69, are different from transitional navy 79 and that the ~2.3 mm magazine well rear edge thickness of transitional navy 79 turn lever stock lug frame forging is near identical to 10011, both being the thickest rear magazine well edge observed, indication of yet another different, old model long frame forging or variation.
The 2.3mm magazine well rear edge thickness of 10011 gold inlaid 1903 chamber dated Chilean type Luger with 7-inch barrel is inconsistent with the first knife edge frame forgings of Chilean Luger serial numbers below and above 10011 and that 1904 transitional navy Luger 79 frame 2.3mm magazine well edge forging is also inconsistent with other transitional navy Luger frame forgings with ~1mm magazine well rear edge thicknesses of transitional navy Luger serial numbers below 79.
It should be noted that all production old model carbine and navy long frame ~1mm magazine well rear edge thickness stock lug forgings are identical to the transitional navy forgings. Regarding the Carbine 58 frame forging, it is difficult to determine the magazine well rear edge original thickness with the stock lug removed, however, based on Carbine 35 it was probably a first knife-edge frame forging.
There is no evidence that suggest that the identical frame forgings of 10011 and transitional navy 79 are not correct as they share identical forward lug well DWM factory inspection marks and additionally the 79 frame/stock lug interface in profile has been X-rayed showing no modifications, although it is interesting that they are the only two such unique, identical frame stock lug forgings identified with the thick 2.3 mm magazine well rear edge thickness.
[1] The July 18, 1902 letter presented by Kenyon is a reproduction or modern type copy and is the only one of the TR Luger carbine letter series that has not been located in its original archival form.
[2]
The only known surviving extant example published for or by DWM, four-page German language promotional flyer introducing, in Germany, the new circa 1902
production Luger Hunting Carbine, being a combination of advertising and basic operating instructions referencing the M1900 green cover with gold lettering, German language instruction manual for further detailed instructions. For more information on this very rare flyer click here.
[3] Since carbine 58 serial number lacks a push-button stock lug, of which Kenyon is totally aware, and makes no reference to it being removed, he is probably referring to other carbines in the grouping. Regarding the frame extension (tang) of carbine 58, it is not stamped with the two-digit serial number, but the serial number is stamped on the barrel underside.
[4]
Part of the RIA auction description of Carbine 58 that states: Instead, it has been
determined that in fact these were actually carbines that were set-aside by serial number as "individual purchases" made directly
from the DWM factory. The RIA individual purchases as fact statements are refuted by Charles Kenyon,
Jr. who expresses a different scenario presented in a 2002 Gun Report article titled Sorting out the Luger carbines-Part II.
[5] Vice President Roosevelt became President in September 1901 after the assassination of President William McKinley.
[6] TBLAP, V1 Chapter 3 Development of the Parabellum Pistol, page 240.
[7] In November 1901, President Theodore Roosevelt, on the recommendation of Secretary of War Elihu Root, reached down into the list of Ordnance captains to nominate the 46 year old Captain Crozier as Chief of Ordnance. He was advanced four grades to the rank of Brigadier General.